第四章 世界线变动率探测仪 | Divergence Meter 外壳制作过程
单独把外壳的制作过程拿出来讲,其实是因为在这个过程中我走了很多弯路,正是这样的经历让我慢慢熟悉了一些加工工艺的过程,也算是一种经验积累,希望能与大家一起分享一下。
顶部的PCB面板在制作加工的过程中基本上不需要我参与,PCB加工厂会严格的按照我的图纸上的尺寸和规格来生产出一模一样的东西,这里主要讲一讲底部的不锈钢外壳。
不锈钢这种板材,无论是我用到的1mm还是2mm厚度,其实有很多种方式来成型加工,况且我要做的形状都是规则的矩形,这些加工方式包括:冲压、圆锯锯片切割、砂轮切割、线切割、等离子切割、激光切割、水切割等等,这些加工方式各有各的特点,就不一一介绍了,前面提到过,本次Divergence Meter这件作品的不锈钢外壳是用激光切割的方式加工的,其实,这并不是刚开始时的选择,无论什么加工方式,先准备好图纸吧。
前后左右加底部,一共5片金属面板要加工,其中左右面板是相同的,所以准备好4张加工图纸:
 |
 |
 |
 |
| 前面板2D加工图纸 | 后面板板2D加工图纸 | 左右侧面板板2D加工图纸 | 底板板2D加工图纸 |
在一开始的时候,我使用的是之前我的 Energy Pillar | 能量柱 铝侧板的CNC加工工艺,还是同一家加工厂,因为他们给我加工的能量柱侧板效果很好,很平整,截面效果也很好,最终用不锈钢板CNC做出来的样品截面的确也没有让我失望,虽然也有一点刀路,但总体效果良好,也算基本达到了我的心理接受范围,但头疼的是用于固定刚钢板的M1.7的螺丝孔在攻丝之前要钻成直径1.4mm的通孔,这个还要进行二次加工,而且如果不是和CNC成型的时候一起加工,还会出现位置不准确、一致性不好的问题。老板说不锈钢板CNC的精度很高,但单件成本会比铝合金贵一些,而且也要提前吧钢板裁成小片然后固定在CNC加工平台上,比较浪费材料和加工费用,二次加工最好还要做个专用夹具之类,怀着感激之情还是向老板言谢离开,从头再考虑加工方式吧。
而后,我又尝试了一种大家制作金属样品时常用的加工方式:线切割。线切割的加工精度很高,而且可以切割很厚的材料,无论是铝板、铜板、钢板,基本上是金属都可以使用线切割来加工。于是我用线切割又加工了一套前后左右和底部外壳板,共一套5片,加工回来以后,我发现精度的确不错,也不会破坏金属板的表面,加工完以后用酒精清洗一下表面会光亮如新,唯一美中不足的就是切割的截面并不光亮,而是有细微的一格格的锯齿感觉,比CNC的刀路留下的纹路要明显很多,其实这就是线切割加工过程中走丝所留下的痕迹,并且还是解决不了4个直径1.4mm小孔的问题,需要二次加工。总加工成本不含材料价格是500大洋一套,我还等了两天时间。价格一点也不实惠,也许是我被JS忽悠了一下,但打听了一下这个价格的确不划算,尤其是做这种简单的东西,因为线切割加工方式效率的确不怎么高,制作一套样品还可以,当我告诉加工商我计划做100套的时候,他们给我报了个价格让我还是瞠目结舌,不得不另觅他途。
一个做加工的老师傅给了我一个建议,既然我要做100套,不如开个冲压模具,然后进行冲压加工,这样效率很高,100套估计一下午就搞定了。不过我仔细察看了一下1mm和2mm厚的不锈钢板冲压后的效果,让我觉得不是很好,这种加工方式虽然精度也很高,也不会伤及表面,并且一致性会非常的好,但是会在冲压的截面会留下一个圆角带和一个断裂带,背面则会留下较锋利的边缘,感觉截面不那么细腻光亮的,切痕明显,无论多么精密的冲压模具,或多或少都会存在这种现象,当然,小孔的问题依旧存在。而且一共4种零件规格,冲压模具加起来的价格也相当惊人,后来还是放弃了。
在一个朋友的介绍下,我参观了一家金属加工厂,他们拥有三台大型金属激光切割机,由于是朋友介绍,老板二话不说马上安排给我切了一套样品。当然我也观摩了一下激光切割的过程(视频中有激光切割的镜头),不能不说激光切割无论从效率上来讲还是精度上来讲都非常适合我这种平面板材的切割和加工,截面效果不错,介于线切割和CNC效果之间,最重要的是解决了4个直径1.4mm小孔的问题,可以在激光切割的过程中一起加工出来。下面是我用激光切割出来的那套样品组装的外壳细节照片,我们可以看到截面效果还可以接受,而且切割出来的电源接口等圆孔非常标准:
 |
 |
 |
|
激光切割的样品截面细节 |
激光切割的样品光路切入和退出时留下的尖尖 |
激光切割的样品的圆孔效果 |
不过,从上图也可以看到,激光切割会产生一个区别于其他加工方式的严重问题,那就是在光路切入切割边缘和光路退出切割边缘的时候会留下一个金属尖尖,这个尖尖非常锋利,我和加工厂老板讨论过这个问题,通常他们的做法是用砂轮机磨掉这个尖尖。
但要知道,这个2mm不锈钢板的截面是Divergence Meter底座最明显的外观部分,如果存在这样的不美观性,则会影响这件作品的颜值,最终,我选择了激光切割以后,再使用磨床对激光切割的截面进行打磨,不仅可以去除这个激光切割留下的尖尖,还可以使4条截面全部变得光亮如新,和不锈钢板的正面一样整洁。
下图便是磨床打磨之后的底板边缘界面效果,可以看到打磨前后差别较大,打磨后光洁度很高:


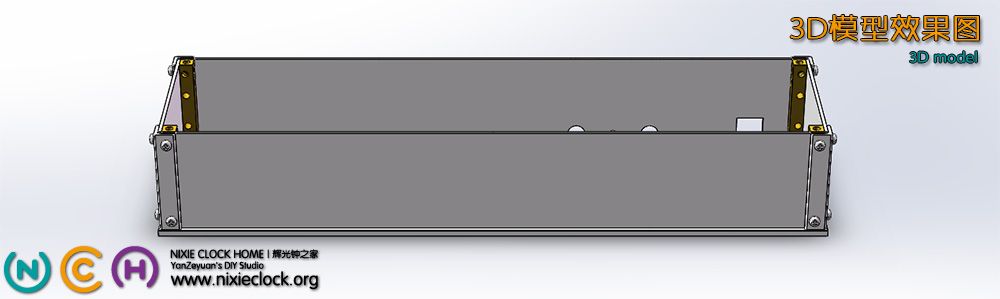
有了满意的5片不锈钢钢板做外壳,基本上金属外壳就成型了,下面我们利用4颗定制的方形铜柱和螺丝把这5片面板拼装起来。
拼装时必不可少的一步就是要给螺丝点上厌氧胶,也就是我们平时所说的螺丝胶,这样就不用担心螺丝会在运输和使用的过程中脱落了,请看下图组装前及组装后的实拍效果:



但是看起来好像哪里不太对劲,好像少了点儿什么?没错,四个角上的包角零件还没有。
刚开始的时候,我觉得这4个小零件并不存在问题,同样用激光切好小金属片,拿个钳子弯一下就OK了,结果当我拿到激光切好的未折弯的不锈钢板以后,我发现它竟然是如此的难以折弯,看来我的确有点眼高手低了。OK,我继续寻找其他的方法。
我咨询了一些做机械加工的朋友,像这么小的金属零件,而且又是1mm厚的304不锈钢板,要想折弯成90°直角是不容易的,普通的用来制作机箱的折弯机无法加工这么小的零件,因为这个直角的过度圆弧要尽量的小,贴合两片面板所组成的直角。最好的办法就是开模具,两套模具,一套落料成型,一套折弯,这两套模具配合使用,速度会比较快,而且一致性很好。
那么又有一个新问题,折弯零件在落料的时候要按照展开面积来绘制平面图纸,但理论上的展开图在实际折弯以后很可能造成一定误差,如果误差较大,则会造成螺丝孔无法对准。还好,一位经验丰富的机械师傅能避免这种问题的出现,通过精确的测算和调整,最终四个角上的零件完美的配合到了一起,见下图:


完美的不锈钢外壳当然需要一些点缀,在没有任何原作内容可参考的情况下,我对Divergence Meter的背面进行的大胆的设计,打算使用激光打标机在背面雕刻Divergence Meter的名称以及版本号、序列号码、二维码等等信息。
每一台Divergence Meter都是独一无二的,她们有着版本号和着唯一的序列号:

最后,为了防止意外跌落,我在底部四个角上安放了4颗硅胶脚垫,这样便不会轻易的将Divergence Meter从桌面上碰下来。
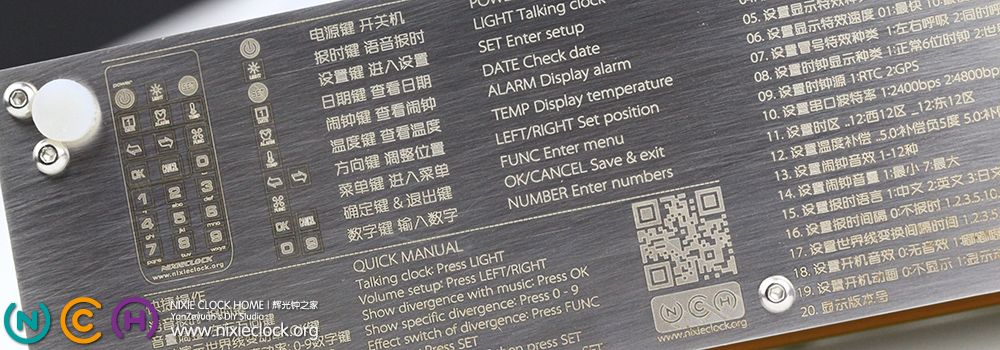
为了使用方便,我还将使用说明书和快捷操作命令用激光雕刻在了底板底部,这样就再也不用去翻使用说明书了。

![]()
快捷导航:
世界线变动率探测仪 | Divergence Meter 项目首页
第一章 Divergence Meter 结构方案设计
第二章 Divergence Meter 辉光管选型与型号对比
第三章 Divergence Meter 外观零件选型与细节对比
第四章 Divergence Meter 外壳制作过程
第五章 Divergence Meter 电路方案设计与制作
第六章 Divergence Meter 电路板组装与调试
第七章 Divergence Meter 功能设计与操作说明
第八章 Divergence Meter 包装设计及附件选型
2 条评论
XANA · 2015 年 9 月 30 日 上午 12:24
还是沙发。。。。。
SOSO · 2015 年 9 月 30 日 上午 12:49
漂亮,占座。。。。。。。。。